

ผู้เขียน: Weibo
วันที่: Jun 15, 2026
เครื่องอัดรีดสกรูคู่ทรงกรวยหรือแบบขนานไหนดีกว่ากัน?
เมื่อเลือกระหว่างเครื่องอัดรีดสกรูคู่ทรงกรวยและแบบขนาน คำตอบจะขึ้นอยู่กับการใช้งานเฉพาะของคุณ สำหรับการแปรรูป PVC แข็ง โปรไฟล์ PVC ท่อ และวัสดุผสมระหว่างไม้และพลาสติก สกรูคู่ทรงกรวย โดยทั่วไปแล้วเครื่องอัดรีดเป็นวิธีแก้ปัญหาที่ต้องการ เนื่องจากแรงดันเอาต์พุตที่เหนือกว่า พฤติกรรมการทำความสะอาดตัวเองที่โซนป้อน และการออกแบบไดรฟ์ความเร็วต่ำขนาดกะทัดรัด เครื่องอัดรีดสกรูคู่ขนานมีข้อได้เปรียบในการผสม การอัดขึ้นรูปปฏิกิริยา และการผลิตมาสเตอร์แบทช์ที่มีการบรรจุสูง โดยที่อัตราส่วน L/D ของสกรูที่ยาวกว่าและการออกแบบสกรูแบบโมดูลาร์ถือเป็นเรื่องสำคัญ บทความนี้มุ่งเน้นไปที่สกรูคู่ทรงกรวย และอธิบายเชิงลึกว่าทำไมสกรูคู่ทรงกรวยจึงทำงานได้ดีกับงานอัดขึ้นรูปเทอร์โมพลาสติกที่หลากหลาย
ระบบกระบอกสกรูคู่ทรงกรวยถูกกำหนดโดยสกรูสองตัวที่เชื่อมต่อกันซึ่งจะเรียวจากเส้นผ่านศูนย์กลางใหญ่ที่ปลายป้อนไปจนถึงเส้นผ่านศูนย์กลางเล็กกว่าที่ปลายจำหน่าย รูปทรงนี้สร้างโซนการบีบอัดตามธรรมชาติที่สร้างแรงดันหลอมอย่างมีประสิทธิภาพโดยไม่ต้องพึ่งความเร็วของสกรูเพียงอย่างเดียว ผลลัพธ์ก็คือ อุณหภูมิในการทำงานลดลง ลดแรงเฉือน และการรักษาวัสดุที่อ่อนโยนยิ่งขึ้น เมื่อเปรียบเทียบกับระบบขนานความเร็วสูง ซึ่งทำให้การออกแบบทรงกรวยเหมาะสำหรับวัสดุที่ไวต่อความร้อน เช่น PVC แข็งและวัสดุผสมใยไม้
Zhoushan Microwave สกรู Machinery Co., Ltd. ผลิตสกรูคู่ทรงกรวยในอัตราส่วนเส้นผ่านศูนย์กลางที่หลากหลาย ได้แก่ 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 และ 92/188 มม. แต่ละขนาดมีจำหน่ายพร้อมอัตราส่วนการบีบอัดแบบกำหนดเองซึ่งปรับให้เหมาะกับสูตรโพลีเมอร์เฉพาะและรูปทรงของผลิตภัณฑ์ บริษัทได้ผลิตส่วนประกอบกระบอกสกรูที่มีความแม่นยำมาตั้งแต่ปี 1990 และส่งออกไปยังตลาดต่างๆ รวมถึงสหรัฐอเมริกา เยอรมนี ดูไบ เวียดนาม และไทย
ภาพรวมผลิตภัณฑ์: การออกแบบและวัสดุสกรูคู่ทรงกรวย
ประสิทธิภาพเชิงกลของสกรูคู่ทรงกรวยไม่สามารถแยกออกจากวัสดุที่ผลิตจากสกรูและความเที่ยงตรงในการผลิต การใช้ไมโครเวฟ Zhoushan เหล็กโลหะผสม 38CrMoALA เป็นวัสดุฐานสำหรับสกรูคู่ทรงกรวย เหล็กเกรดไนไตรด์นี้ได้รับการยอมรับอย่างกว้างขวางในอุตสาหกรรมเครื่องจักรพลาสติกสำหรับการผสมผสานที่โดดเด่นระหว่างความเหนียวของแกนกลางและความแข็งของพื้นผิวหลังการบำบัดด้วยไนไตรด์
หลังจากกระบวนการไนไตรด์ พื้นผิวของสกรูจะมีความแข็งประมาณ เอชวี 950 ถึง 1,000 โดยมีความลึกของไนไตรด์ 0.45 ถึง 0.7 มม. ระดับความเปราะบางจะคงอยู่ที่ระดับ 1 หรือต่ำกว่า ซึ่งป้องกันการแตกร้าวขนาดเล็กภายใต้การโหลดแบบวนรอบ ความหยาบของพื้นผิวจะอยู่ที่ รา 0.4 ซึ่งช่วยลดแรงเสียดทานระหว่างวัสดุหลอมและช่องสกรู ซึ่งช่วยลดการสูญเสียพลังงานและปรับปรุงคุณภาพพื้นผิวของผลิตภัณฑ์ที่อัดขึ้นรูป ความทนทานต่อความตรงของสกรูอยู่ที่ 0.015 มม. ช่วยให้มั่นใจได้ถึงการหมุนที่ราบรื่นที่ความเร็วการทำงาน โดยไม่เกิดการสึกหรอจากการสั่นสะเทือนบนกระบอก
สำหรับการใช้งานที่ต้องการความทนทานต่อการเสียดสีมากขึ้น สามารถเลือกอุปกรณ์เสริมได้ ชั้นพื้นผิวแข็งโลหะผสมคู่ที่มีความแข็ง 60 ถึง 70 HRC สามารถนำไปใช้ได้ นอกจากนี้ ขั้นตอนการชุบโครเมี่ยมหลังจากไนไตรด์จะเพิ่มชั้นความหนา 0.05 ถึง 0.10 มม. โดยมีความแข็งเกิน 900 HV ชั้นโครเมียมนี้ให้การป้องกันการกัดกร่อนต่อโพลีเมอร์ที่มีฤทธิ์รุนแรง เช่น คลอรีนพีวีซีและสารประกอบหน่วงไฟที่มีสารเติมแต่งฮาโลเจน
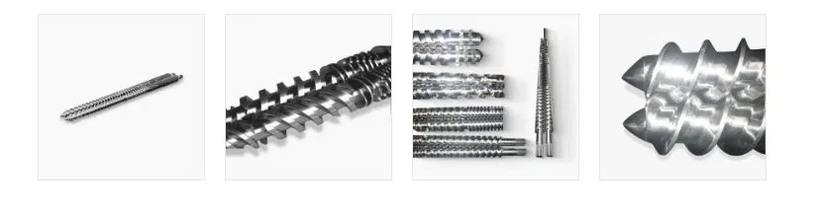
ผลิตภัณฑ์สกรูคู่ทรงกรวยที่ผลิตโดย Zhoushan Microwave Screw Machinery Co., Ltd. ได้แก่ สกรูเดี่ยว สกรูคู่ขนาน และชุดสกรูคู่ทรงกรวยที่แสดงข้างรายละเอียดการบินหน้าตัด
| พารามิเตอร์ | ข้อมูลจำเพาะ | ความสำคัญ |
|---|---|---|
| วัสดุฐาน | 38CrMoALA | เหล็กไนไตรด์เกรดสูง มีความทนทานต่อแกนที่ดีเยี่ยม |
| ความแข็งของไนไตรดิ้ง | เอชวี 950 - 1,000 | ความต้านทานการสึกหรอที่เหนือกว่าที่การขันสกรู |
| ความลึกของไนไตรดิ้ง | 0.45 - 0.70 มม | ชั้นแข็งเพียงพอโดยไม่มีความเสี่ยงต่อการเปราะ |
| ความหยาบผิว | Ra 0.4 | แรงเสียดทานต่ำ การไหลที่ราบรื่น พื้นผิวของผลิตภัณฑ์ที่สะอาด |
| ความตรงของสกรู | 0.015 มม | ป้องกันการสั่นสะเทือน ลดการสึกหรอของลำกล้อง |
| ความหนาของการชุบโครเมี่ยม | 0.05 - 0.10 มม | การป้องกันการกัดกร่อนของโพลีเมอร์ฮาโลเจน |
| ความแข็งของโครเมียม | ขั้นต่ำ 900 HV | ยืดอายุการใช้งานภายใต้สภาวะที่มีฤทธิ์กัดกร่อน |
| ตัวเลือกโลหะผสมคู่ | 60 - 70 เหล็กแผ่นรีดร้อน | ความต้านทานการสึกหรอสูงสุดสำหรับสารประกอบที่เติมหรือมีฤทธิ์กัดกร่อน |
หลักการทำงานของเครื่องอัดรีดสกรูคู่: การออกแบบรูปทรงกรวยทำงานอย่างไร
การทำความเข้าใจหลักการทำงานของเครื่องอัดรีดแบบสกรูคู่ถือเป็นสิ่งสำคัญในการเลือกอุปกรณ์ที่เหมาะสมและปรับพารามิเตอร์กระบวนการให้เหมาะสม ในเครื่องอัดรีดสกรูคู่ทรงกรวย จะมีการติดตั้งสกรูแบบหมุนร่วมหรือหมุนสวนทางสองตัวภายในกระบอกทรงกรวยที่เข้าคู่กัน สกรูจะประกบกัน ทำให้เกิดการลำเลียงเชิงบวกที่จะเคลื่อนวัสดุจากถังป้อนไปยังแม่พิมพ์
โซนป้อนที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ให้ปริมาณไอดีที่เพียงพอ ช่วยให้เครื่องสามารถจัดการเม็ดขนาดใหญ่ ผง และส่วนผสม PVC แบบแห้งที่ไหลได้ไม่ดี เมื่อวัสดุเคลื่อนไปทางปลายระบายที่มีเส้นผ่านศูนย์กลางเล็กกว่า ความลึกของช่องจะลดลงและพื้นที่หน้าตัดที่มีอยู่จะแคบลง ทำให้เกิด แรงอัดโดยไม่ต้องใช้ความเร็วของสกรูสูงเกินไป . การทำงานที่ความเร็วต่ำและแรงบิดสูงนี้เป็นลักษณะเฉพาะของการออกแบบสกรูคู่ทรงกรวย และมีส่วนช่วยโดยตรงในการควบคุมอุณหภูมิหลอมละลายและประสิทธิภาพการใช้พลังงาน
การให้ความร้อนด้วยแรงเฉือนในสกรูคู่ทรงกรวยจะกระจายไปตามความยาวที่มีประสิทธิภาพมากกว่าเมื่อเทียบกับเส้นผ่านศูนย์กลางการไหลออก ทำให้พลังงานความร้อนมีเวลามากขึ้นในการทำให้เท่ากันทั่วทั้งวัสดุหลอมก่อนที่จะถึงแม่พิมพ์ เรขาคณิตการบินที่ประสานกันยังสร้างการดำเนินการเช็ดตัวเองซึ่งจะขจัดวัสดุออกจากพื้นผิวสกรูอย่างต่อเนื่อง ป้องกันการเกิดความร้อนสูงเกินไปหรือการเสื่อมสภาพเฉพาะที่ สิ่งนี้มีความสำคัญอย่างยิ่งเมื่อแปรรูป PVC ซึ่งเริ่มเสื่อมสภาพและเปลี่ยนสีที่อุณหภูมิสูงกว่าประมาณ 200 องศาเซลเซียส
แผนผังสามมิติของระบบสกรูคู่ทรงกรวย D1 หมายถึงเส้นผ่านศูนย์กลางปลายป้อนขนาดใหญ่ และ D2 คือเส้นผ่านศูนย์กลางปลายจำหน่ายที่เล็กกว่า รูปทรงเทเปอร์จะสร้างแรงอัดแบบก้าวหน้าตามความยาวของสกรู
แผนภาพเครื่องอัดรีดแบบสกรูคู่ด้านบนแสดงให้เห็นว่ารูปทรงกรวยสร้างอัตราส่วนการอัดในตัวตั้งแต่ทางเข้าป้อนจนถึงหัวดายได้อย่างไร เนื่องจากปลายที่มีเส้นผ่านศูนย์กลางขนาดใหญ่มีช่องกว้างสำหรับยอมรับการผสมผงและเม็ด ปัญหาการป้อนที่พบบ่อยในเครื่องจักรแบบสกรูเดี่ยวจึงหมดไปเป็นส่วนใหญ่ ปลายเอาต์พุตที่มีเส้นผ่านศูนย์กลางเล็กให้แรงดันหลอมเหลวที่สม่ำเสมอไปยังแม่พิมพ์โดยมีการกระเพื่อมน้อยที่สุด ซึ่งมีความสำคัญอย่างยิ่งต่อการผลิตโปรไฟล์และท่อที่มีมิติที่มีความเสถียร
สกรูคู่ทรงกรวยและขนาน: การเปรียบเทียบทางเทคนิคโดยตรง
คำถามที่ว่า เครื่องอัดรีดสกรูคู่ทรงกรวยหรือคู่ขนานดีกว่ากัน ไม่มีคำตอบที่เป็นสากลเพียงคำตอบเดียว แต่ความแตกต่างทางเทคนิคได้รับการกำหนดไว้ชัดเจนและสามารถเป็นแนวทางในการตัดสินใจได้ ตารางด้านล่างสรุปพารามิเตอร์ที่เกี่ยวข้องมากที่สุด โดยอ้างอิงจากข้อมูลอ้างอิงทางอุตสาหกรรมที่เผยแพร่ รวมถึง Rauwendaal C., "Polymer Extrusion" ฉบับพิมพ์ครั้งที่ 5 และข้อมูลจากกระดานข่าวทางเทคนิคหลักของ OEM
| พารามิเตอร์ | สกรูคู่ทรงกรวย | สกรูคู่ขนาน |
|---|---|---|
| อัตราส่วน L/D ทั่วไป | 6 : 1 ถึง 9 : 1 (พื้นฐานขนาดใหญ่) | 28 : 1 ถึง 52 : 1 |
| ความเร็วของสกรู (รอบต่อนาที) | 20 - 50 รอบต่อนาที (ความเร็วต่ำ) | 100 - 600 รอบต่อนาที (ความเร็วสูง) |
| การใช้งานหลัก | ท่อพีวีซี โปรไฟล์ WPC | การผสม มาสเตอร์แบทช์ การอัดขึ้นรูปปฏิกิริยา |
| ความซับซ้อนของกระปุกเกียร์ | ด้านล่าง (สกรูแยกที่ปลายขนาดใหญ่) | สูงกว่า (ศูนย์ขนาน, กระปุกเกียร์ซับซ้อน) |
| การควบคุมอุณหภูมิหลอมละลาย | ดีเยี่ยม (แรงเฉือนต่ำ) | ความร้อนเฉือนปานกลางถึงสูง |
| การดำเนินการเช็ดตัวเอง | ดี | ดี (co-rotating type) |
| ส่วนสกรูแบบโมดูลาร์ | ไม่ได้มาตรฐาน | คุณสมบัติมาตรฐาน |
| ความยืดหยุ่นของอัตราส่วนการบีบอัด | อัตราส่วนคงที่หลายรายการโดยการเลือกสกรู | ผ่านการจัดเรียงส่วนโมดูลาร์ใหม่ |
สำหรับการผลิตโปรไฟล์หน้าต่าง PVC ผู้ผลิตเครื่องจักรส่วนใหญ่ทั่วโลกใช้ระบบกระบอกสกรูคู่ทรงกรวยเนื่องจากความเร็วของสกรูต่ำ (โดยทั่วไปคือ 20 ถึง 45 รอบต่อนาที) ช่วยลดการสร้างความร้อนจากการเสียดสีให้เหลือน้อยที่สุด และปลายป้อนขนาดใหญ่สามารถกลืนผงผสมแห้ง PVC ที่อัดแน่นอย่างหลวม ๆ โดยไม่ต้องเชื่อมกัน อัตราผลผลิตอยู่ที่ 200 ถึง 800 กิโลกรัมต่อชั่วโมง ขึ้นอยู่กับการเลือกเส้นผ่านศูนย์กลาง ซึ่งครอบคลุมกลุ่มผลิตภัณฑ์ทั้งหมดตั้งแต่เครื่องอัดรีดขนาดเล็กไปจนถึงท่อขนาดใหญ่
การเลือกขนาดสกรูคู่ทรงกรวยและอัตราส่วนเส้นผ่านศูนย์กลาง
การเลือกขนาดสกรูคู่ทรงกรวยที่ถูกต้องเป็นหนึ่งในการตัดสินใจที่เป็นผลสืบเนื่องมากที่สุดในข้อกำหนดเฉพาะของเครื่องอัดรีด อัตราส่วนเส้นผ่านศูนย์กลาง - แสดงเป็นเส้นผ่านศูนย์กลางปลายเล็กหารด้วยเส้นผ่านศูนย์กลางปลายใหญ่ - กำหนดความจุแรงบิด อัตราเอาท์พุต และพฤติกรรมการบีบอัดของสกรูโดยตรง เส้นผ่านศูนย์กลางปลายขนาดใหญ่ที่ใหญ่กว่าจะจับวัสดุได้มากขึ้นต่อรอบการหมุน และสามารถรองรับสต๊อกอาหารสัตว์ที่เทอะทะได้ ในขณะที่เส้นผ่านศูนย์กลางปลายเล็กที่ใหญ่กว่าจะให้ผลผลิตการหลอมที่ดีกว่าที่ความดันที่กำหนด
Zhoushan Microwave มีอัตราส่วนเส้นผ่านศูนย์กลางมาตรฐานดังต่อไปนี้: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 และ 92/188 มม. . โครงสร้างแต่ละแบบจะจับคู่กับกระบอกทรงกรวยเฉพาะที่มีรูปทรงของรูเสริมกัน ขนาด 80/158 และ 92/188 เหมาะกับไลน์การอัดรีดท่อเอาต์พุตขนาดใหญ่ ในขณะที่ขนาด 45/90 และ 50/105 มักใช้สำหรับการใช้งานโปรไฟล์ขนาดเล็กและการซีลหน้าต่าง อัตราการบีบอัดได้รับการปรับแต่งตามสูตรของลูกค้าเพื่อพิจารณาถึงความแตกต่างด้านความหนาแน่นระหว่างประเภท PVC ผสมแห้ง ปริมาณแป้งไม้ใน WPC และปริมาณสารเติมแต่งในสารประกอบเรซินเชิงวิศวกรรม
แผนภูมิแท่งแนวนอนนี้เปรียบเทียบอัตราการส่งออกสูงสุดโดยประมาณของการกำหนดค่าเส้นผ่านศูนย์กลางสกรูคู่ทรงกรวยต่างๆ เมื่อแปรรูป PVC ชนิดแข็งสำหรับการผลิตท่อ อัตราส่วนเส้นผ่านศูนย์กลางที่ใหญ่ขึ้น เช่น 92/188 และ 80/158 ให้ปริมาณงานที่สูงขึ้นอย่างมาก ทำให้เป็นตัวเลือกที่ต้องการสำหรับไลน์การอัดขึ้นรูปท่อปริมาณสูง ขนาด 65/132 และ 55/100 อยู่ในตำแหน่งระดับกลางซึ่งเหมาะสำหรับการผลิตโปรไฟล์และท่อขนาดกลาง ขนาด 45/90 และ 50/105 ที่เล็กกว่านั้นเหมาะอย่างยิ่งสำหรับโปรไฟล์แคบ ซีลหน้าต่าง และการทำเม็ดผสมแบบพิเศษ ตัวเลขเอาท์พุตเป็นเพียงตัวบ่งชี้และแตกต่างกันไปตามการออกแบบ การกำหนดสูตร และสภาวะการใช้งานของสกรู ข้อมูลที่รวบรวมจากข้อมูลอ้างอิงทางอุตสาหกรรมและเอกสารทางเทคนิคของผู้สร้างเครื่องจักร
การใช้งาน: ในกรณีที่สกรูคู่ทรงกรวยให้ผลลัพธ์ที่สม่ำเสมอ
ระบบกระบอกสกรูคู่ทรงกรวยได้แสดงให้เห็นถึงประสิทธิภาพที่เชื่อถือได้ในการใช้งานแปรรูปโพลีเมอร์ที่หลากหลาย การใช้งานเชิงพาณิชย์ที่สำคัญที่สุดคือการผลิต โปรไฟล์ PVC แข็งสำหรับกรอบหน้าต่าง กรอบประตู และผนัง โดยที่ความสม่ำเสมอของการหลอมละลายสม่ำเสมอและความดันการอัดขึ้นรูปที่มั่นคงเป็นข้อกำหนดเบื้องต้นเพื่อให้บรรลุความคลาดเคลื่อนของขนาดภายใน 0.1 มม. ในการใช้งานเหล่านี้ ความเร็วของสกรูต่ำและรูปทรงของสกรูแบบเช็ดตัวเองช่วยป้องกันการเสื่อมสภาพของ PVC และอุณหภูมิหลอมเหลวที่ควบคุมอย่างเข้มงวดช่วยให้มั่นใจได้ถึงการพัฒนาสีที่สม่ำเสมอตลอดขั้นตอนการผลิต
การผลิตท่อพีวีซีสำหรับประปา การระบายน้ำ และท่อร้อยสายไฟฟ้าถือเป็นอีกกลุ่มการใช้งานที่มีปริมาณสูง ในการอัดรีดท่อ เครื่องอัดรีดสกรูคู่ทรงกรวยป้อนแม่พิมพ์ท่อด้วยการหลอมที่มีความสม่ำเสมอสูงที่ความดันโดยทั่วไประหว่าง 15 ถึง 30 MPa ทำให้สามารถรักษาความแปรผันของความหนาของผนังไว้ภายในข้อกำหนดตลอดความยาวการทำงานหลายกิโลเมตร การรวมกันของ การทำงานที่ความเร็วต่ำประหยัดพลังงานและแรงดันเอาต์พุตสูง ทำให้การออกแบบทรงกรวยมีความน่าสนใจในเชิงเศรษฐกิจสำหรับการผลิตท่ออย่างต่อเนื่อง
การอัดขึ้นรูปคอมโพสิตระหว่างไม้และพลาสติกเป็นการใช้งานที่กำลังเติบโต โดยที่สกรูคู่ทรงกรวยแสดงให้เห็นถึงข้อได้เปรียบโดยเฉพาะ สารประกอบ WPC ประกอบด้วยแป้งไม้หรือแกลบ 40 ถึง 70 เปอร์เซ็นต์โดยน้ำหนัก ทำให้มีฤทธิ์กัดกร่อนสูง โซนป้อนอาหารที่มีเส้นผ่านศูนย์กลางขนาดใหญ่รองรับความหนาแน่นรวมต่ำของแป้งไม้ที่ผสมกันได้ดี และตัวเลือกสกรูที่มีผิวแข็งแบบโลหะผสมคู่หรือเทียบเท่า Xaloy ให้ความต้านทานการเสียดสีที่จำเป็น โปรไฟล์พื้นระเบียง รั้ว และผนัง WPC ผลิตขึ้นเป็นประจำบนเครื่องอัดรีดสกรูคู่ทรงกรวยที่ติดตั้งโต๊ะปรับเทียบและทำความเย็นแบบดาวน์สตรีม
- โปรไฟล์หน้าต่าง PVC และโปรไฟล์ประตู - ความแม่นยำของมิติสูง อุณหภูมิหลอมละลายที่เสถียร
- ท่อประปาและท่อระบายน้ำพีวีซี -- เอาต์พุตแรงดันสูงต่อเนื่อง ความทนทานต่อผนังแน่น
- ไม้พลาสติกคอมโพสิต (WPC) -- จัดการกับส่วนผสมที่มีฤทธิ์กัดกร่อนและมีความหนาแน่นต่ำได้อย่างมีประสิทธิภาพ
- PP, PE, เม็ด ABS และแผ่น -- การบำบัดด้วยการหลอมอย่างอ่อนโยนช่วยรักษาคุณสมบัติของวัสดุ
- โฟมพีวีซีและโปรไฟล์โฟม -- ควบคุมแรงเฉือน เหมาะสำหรับสารเคมีที่เกิดฟอง
- ท่อร้อยสายไฟฟ้าและท่อสายเคเบิล -- ความหนาของผนังสม่ำเสมอตลอดระยะเวลาการผลิตที่ยาวนาน
ประสิทธิภาพการใช้พลังงานและความเสถียรของกระบวนการ: การวิเคราะห์ประสิทธิภาพที่ขับเคลื่อนด้วยข้อมูล
การใช้พลังงานจำเพาะ (SEC) เป็นหนึ่งในตัวชี้วัดทางเศรษฐกิจที่สำคัญที่สุดในการประเมินอุปกรณ์การอัดขึ้นรูปเพื่อการผลิตต่อเนื่อง โดยแสดงเป็นกิโลวัตต์-ชั่วโมงต่อกิโลกรัมของผลผลิต และส่งผลโดยตรงต่อต้นทุนการดำเนินงานและปริมาณการปล่อยก๊าซคาร์บอนไดออกไซด์ของสายการผลิต เครื่องอัดรีดสกรูคู่ทรงกรวยที่ทำงานบน PVC แข็งมักจะทำได้ ค่า SEC 0.12 ถึง 0.22 kWh/kg เมื่อเทียบกับ 0.18 ถึง 0.35 kWh/กก. สำหรับการกำหนดค่าสกรูคู่ขนานความเร็วสูงบนวัสดุเดียวกัน ตามการทดลองเปรียบเทียบที่เผยแพร่ซึ่งอ้างอิงในเอกสารทางอุตสาหกรรม รวมถึงเอกสารทางเทคนิคของ KraussMaffei Berstorff และการดำเนินการ SPE ANTEC
SEC ที่ต่ำกว่าของการออกแบบรูปทรงกรวยสะท้อนถึงประสิทธิภาพของรูปทรงเรียวในการแปลงแรงบิดของมอเตอร์เป็นแรงดันหลอมเหลวโดยไม่ต้องใช้ความเร็วของสกรูมากเกินไป เนื่องจากความเร็วของสกรูต่ำ (มักจะต่ำกว่า 40 รอบต่อนาที) โหลดแบริ่งและอัตราการสึกหรอของกระปุกเกียร์จึงลดลง ช่วยยืดอายุการใช้งานของกลไกและลดความถี่ในการบำรุงรักษา ความคงตัวทางความร้อนของการหลอมก็ดีกว่าเช่นกัน: ความแปรผันของอุณหภูมิหลอมเหลวตลอดหน้าตัดของแม่พิมพ์มักจะอยู่ภายในบวกหรือลบ 2 ถึง 4 องศาเซลเซียสบนแนวสกรูคู่ทรงกรวยที่ได้รับการดูแลอย่างดี ในขณะที่เส้นสกรูคู่ขนานที่ประมวลผลสารประกอบเดียวกันอาจแสดงการเปลี่ยนแปลง 5 ถึง 10 องศาเซลเซียสที่ขอบแม่พิมพ์
แผนภูมิคอลัมน์เปรียบเทียบการใช้พลังงานจำเพาะโดยเฉลี่ยสำหรับการกำหนดค่าการอัดขึ้นรูป PVC ทั่วไปสามรูปแบบ การกำหนดค่าการหมุนสวนทางของสกรูคู่ทรงกรวยแสดงค่า SEC เฉลี่ยต่ำสุดที่ประมาณ 0.17 kWh/กก. ซึ่งแสดงถึงการประหยัดอย่างมีนัยสำคัญเมื่อเทียบกับสกรูคู่ขนานความเร็วสูงทางเลือกในการผลิตที่ยั่งยืน การกำหนดค่าสกรูเดี่ยวจะอยู่ในตำแหน่งตรงกลางเนื่องจากไม่มีการลำเลียงเชิงบวก และต้องใช้ความเร็วของสกรูที่สูงขึ้นเพื่อสร้างแรงดันหลอมเหลว ค่าเหล่านี้เป็นค่าเฉลี่ยอุตสาหกรรมที่เป็นตัวแทนซึ่งดึงมาจากวรรณกรรมที่ตีพิมพ์และเอกสารประกอบของผู้สร้างเครื่องจักร ประสิทธิภาพที่แท้จริงขึ้นอยู่กับสูตร การออกแบบสกรู และสภาวะการทำงาน SEC ที่ลดลงแปลโดยตรงเป็นการลดต้นทุนไฟฟ้าต่อตันของผลิตภัณฑ์ ซึ่งช่วยปรับปรุงความประหยัดของการอัดขึ้นรูป PVC ในปริมาณมาก
การสึกหรอของสกรูและอายุการใช้งาน: แผนภูมิเส้นแสดงความแข็งเทียบกับชั่วโมงการให้บริการ
อายุการใช้งานของสกรูคู่ทรงกรวยจะขึ้นอยู่กับข้อกำหนดเฉพาะของวัสดุ การรักษาพื้นผิว และความสามารถในการเสียดสีของสารประกอบที่สกรูดำเนินการ จากข้อมูลการปฏิบัติงานในระยะยาวที่รวบรวมจากโปรเซสเซอร์ที่เป็นพลาสติก สกรูคู่ทรงกรวยที่ได้รับการระบุและบำรุงรักษาอย่างเหมาะสมซึ่งทำงานบน PVC แข็งมาตรฐานสามารถรักษาระยะช่องว่างที่มีประสิทธิภาพ (จากลำกล้องถึงสกรู) ภายในความคลาดเคลื่อนของการออกแบบสำหรับ อายุการใช้งาน 8,000 ถึง 12,000 ชั่วโมง . สกรูที่ใช้ WPC ที่มีการเติมสูงหรือสารประกอบที่เติมแคลเซียมคาร์บอเนตอาจจำเป็นต้องปรับสภาพหรือเปลี่ยนที่ 4,000 ถึง 6,000 ชั่วโมง
แผนภูมิด้านล่างแสดงความสัมพันธ์ทางแนวคิดระหว่างความแข็งพื้นผิวที่มีประสิทธิผลที่ปลายขั้นบันไดของสกรูกับชั่วโมงการทำงานสะสมสำหรับการบำบัดสามระดับ: ไนไตรด์แบบมาตรฐาน ไนไตรด์บวกกับชุบโครเมียม และอัลลอยด์สองหน้าแข็ง ความสัมพันธ์นี้มีความสำคัญต่อการวางแผนกำหนดการบำรุงรักษาและการทำความเข้าใจเมื่อจำเป็นต้องเปลี่ยนสกรูเพื่อรักษาคุณภาพของผลิตภัณฑ์
แผนภูมิเส้นนี้แสดงกราฟการรักษาความแข็งของแนวคิดสำหรับระดับการรักษาพื้นผิวสามระดับที่ใช้กับสกรูคู่ทรงกรวยตลอดอายุการใช้งาน 10,000 ชั่วโมง สกรูหน้าแข็งโลหะผสมคู่รักษาความแข็งที่มีประสิทธิภาพสูงสุดตลอดอายุการใช้งาน ทำให้เป็นตัวเลือกที่ต้องการสำหรับการใช้งานที่มีฤทธิ์กัดกร่อน เช่น WPC และสารประกอบ PVC ที่เติม รูปแบบการชุบไนไตรด์บวกด้วยโครเมียมให้ความสมดุลที่ยอดเยี่ยมระหว่างความแข็งเริ่มต้นและอายุการใช้งานที่ยาวนานสำหรับการใช้งาน PVC แบบแข็งมาตรฐาน กราฟไนไตรด์มาตรฐานแสดงให้เห็นการลดลงที่ชันมากขึ้นหลังจากผ่านไป 4,000 ชั่วโมง ซึ่งบ่งชี้จุดที่ช่องว่างในการบินอาจเริ่มส่งผลกระทบต่อคุณภาพของผลิตภัณฑ์ แนวโน้มเหล่านี้อิงตามหลักการวัสดุศาสตร์ทั่วไปและประสบการณ์การดำเนินงานในอุตสาหกรรม อัตราการสึกหรอจริงขึ้นอยู่กับการเสียดสีของสารประกอบ ความเร็วของสกรู อุณหภูมิกระบอกปืน และหลักปฏิบัติในการบำรุงรักษา แนะนำให้ทำการตรวจสอบขนาดเป็นประจำทุกๆ 2,000 ชั่วโมงเพื่อตรวจจับการสึกหรอก่อนที่จะส่งผลกระทบต่อข้อกำหนดเฉพาะของผลิตภัณฑ์
การเปรียบเทียบเรดาร์: สกรูคู่ทรงกรวยกับสกรูคู่ขนานและสกรูเดี่ยว
แผนภูมิเรดาร์ให้มุมมองหลายมิติที่เป็นประโยชน์เกี่ยวกับการเปรียบเทียบประเภทเครื่องอัดรีดตามเกณฑ์ประสิทธิภาพหลักที่สำคัญในการประมวลผลโพลีเมอร์ทางอุตสาหกรรม แกนห้าแกนด้านล่างแสดงถึงการสร้างแรงดันเอาต์พุต การควบคุมอุณหภูมิหลอมเหลว ความสามารถรอบด้านในการจัดการป้อน ประสิทธิภาพการใช้พลังงาน และอายุการใช้งานของสกรู แต่ละแกนให้คะแนนในระดับ 1 ถึง 10 โดยอิงตามเกณฑ์มาตรฐานทางเทคนิคที่เผยแพร่และความเห็นพ้องต้องกันของอุตสาหกรรม
แผนภูมิเรดาร์แสดงให้เห็นว่าการกำหนดค่าสกรูคู่ทรงกรวยมีคะแนนสูงสุดในแกนประสิทธิภาพสี่ในห้าแกน เมื่อประเมินโดยเฉพาะสำหรับท่อ PVC ที่มีความแข็งและการอัดขึ้นรูปโปรไฟล์ การสร้างแรงดันเอาท์พุตได้คะแนนที่ 9 เต็ม 10 ซึ่งสะท้อนถึงความสามารถโดยธรรมชาติของการออกแบบทรงกรวยในการสร้างแรงดันหลอมเหลวสูงที่ความเร็วสกรูต่ำ การควบคุมอุณหภูมิหลอมเหลวยังได้รับ 9 ซึ่งสอดคล้องกับกระบวนการเฉือนต่ำที่อ่อนโยน ซึ่งช่วยลดความเสี่ยงของการย่อยสลาย PVC ให้เหลือน้อยที่สุด การจัดการฟีดได้รับ 8 ซึ่งรับรองประสิทธิภาพของโซนป้อนที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ด้วยผงผสมแห้ง PVC สกรูคู่ขนานจะมีคะแนนสูงกว่าเฉพาะในการใช้งานที่คำนึงถึงความคล่องตัวในการผสมโมดูลาร์ ซึ่งอธิบายถึงความโดดเด่นในตลาดมาสเตอร์แบทช์และการอัดขึ้นรูปปฏิกิริยา สกรูตัวเดียวแสดงโปรไฟล์ที่สมดุลที่สุดแต่ไม่แตกต่าง ซึ่งยืนยันบทบาทของมันในฐานะโซลูชันสำหรับใช้งานทั่วไปมากกว่าโซลูชันที่ปรับให้เหมาะกับการใช้งาน
คุณสมบัติการตรวจสอบและการควบคุมอุณหภูมิอัจฉริยะ
ระบบเครื่องอัดรีดสกรูคู่ทรงกรวยสมัยใหม่ได้รวมการตรวจสอบแบบเรียลไทม์และคุณสมบัติการควบคุมอัจฉริยะที่ปรับปรุงเสถียรภาพของกระบวนการและทำให้สามารถบำรุงรักษาเชิงคาดการณ์ได้มากขึ้น Zhoushan Microwave นำเสนอระบบควบคุมอุณหภูมิขั้นสูงที่เป็นตัวเลือก ซึ่งจะตรวจสอบอุณหภูมิโซนถังในหลายจุดตลอดความยาวของสกรู ช่วยให้ผู้ปฏิบัติงานสามารถรักษาโปรไฟล์อุณหภูมิหลอมเหลวที่แม่นยำซึ่งปรับให้เหมาะกับสูตรโพลีเมอร์แต่ละสูตร นี่เป็นสิ่งสำคัญอย่างยิ่งสำหรับ PVC แข็งโดยที่ อุณหภูมิที่เปลี่ยนแปลงไปแม้เกิน 10 องศาเซลเซียสเหนือช่วงการประมวลผลที่เหมาะสมที่สุดสามารถทำให้เกิดการย่อยสลายแบบถาวรได้ .
ระบบตรวจสอบอัจฉริยะจะติดตามความเร็วของสกรู กระแสโหลดของไดรฟ์ แรงดันหลอมเหลวที่หัวดาย และอุณหภูมิของโซนบาร์เรลพร้อมกัน โดยแสดงพารามิเตอร์ทั้งหมดบนอินเทอร์เฟซหน้าจอสัมผัส คุณสามารถกำหนดค่าเกณฑ์การแจ้งเตือนสำหรับแต่ละพารามิเตอร์เพื่อแจ้งเตือนผู้ปฏิบัติงานก่อนที่การเบี่ยงเบนของกระบวนการจะส่งผลให้ผลิตภัณฑ์หรืออุปกรณ์ไม่ตรงตามข้อกำหนดได้รับความเสียหาย ความสามารถในการตรวจสอบระยะไกลช่วยให้วิศวกรกระบวนการสามารถตรวจสอบข้อมูลการทำงานจากนอกสถานที่ได้ และบันทึกการวินิจฉัยข้อผิดพลาดช่วยให้สามารถวิเคราะห์สาเหตุของการหยุดชะงักของกระบวนการได้โดยไม่ต้องให้ช่างเทคนิคบริการอยู่ที่เครื่องจักร
การบูรณาการการตรวจสอบแบบดิจิทัลเข้ากับความน่าเชื่อถือทางกลที่ได้รับการยอมรับอย่างดีของระบบกระบอกสกรูคู่ทรงกรวยทำให้เกิดแพลตฟอร์มที่รองรับ เป้าหมายการผลิตของอุตสาหกรรม 4.0 รวมถึงการตรวจสอบย้อนกลับ การควบคุมกระบวนการทางสถิติ และการจัดการพลังงาน สำหรับผู้ผลิตท่อ PVC และโปรไฟล์ปริมาณมากที่แข่งขันกันในด้านคุณภาพและประสิทธิภาพ ความสามารถเหล่านี้แสดงถึงความได้เปรียบในการดำเนินงานที่สำคัญเหนือการกำหนดค่าเครื่องอัดรีดแบบไม่มีเครื่องมือ
เกี่ยวกับ Zhoushan Microwave Screw Machinery Co., Ltd.
Zhoushan Microwave Screw Machinery Co., Ltd. เป็นผู้ผลิตกระบอกสกรูจีนมืออาชีพและโรงงานเครื่องอัดรีดสกรูด้วย การประชุมเชิงปฏิบัติการการผลิตมากกว่า 10,000 ตารางเมตร และพนักงานมากกว่า 60 คน นับตั้งแต่ก่อตั้งในปี 1990 บริษัทมุ่งมั่นที่จะผลิตและวิจัยเครื่องจักรพลาสติก ขณะเดียวกันก็แนะนำเทคโนโลยีเครื่องจักรสกรูจากต่างประเทศและเทคนิคการผลิต บริษัทดำเนินธุรกิจในฐานะฐานการผลิตระดับมืออาชีพขนาดใหญ่ที่หลากหลาย โดยผสมผสานถังสกรูที่มีความแม่นยำและการแปรรูปทางกล โดยมุ่งเน้นไปที่ตลาดระดับไฮเอนด์
ผลิตภัณฑ์จากไมโครเวฟ Zhoushan ถูกส่งออกไปยังสหรัฐอเมริกา เยอรมนี ดูไบ เวียดนาม ไทย และตลาดอื่นๆ บริษัทได้สร้างความร่วมมือที่แข็งแกร่งกับผู้ผลิตเครื่องจักรก่อสร้างและการผลิตพลาสติกจำนวนมาก โดยทำหน้าที่เป็นซัพพลายเออร์สำคัญของส่วนประกอบกระบอกสกรูในประเทศจีน กลุ่มผลิตภัณฑ์ประกอบด้วยสกรูดาวเคราะห์ซีรีส์ WB-WE ถังดาวเคราะห์ และเครื่องอัดรีดดาวเคราะห์ สกรูคู่ทรงกรวย SJS ซีรีส์ ถังคู่ และเครื่องอัดรีดพลาสติกแบบสกรูคู่ และสกรูเดี่ยวซีรีส์ SJ กระบอกเดี่ยว และเครื่องอัดรีดพลาสติกแบบสกรูเดี่ยว บริษัทยึดมั่นในหลักการของความน่าเชื่อถือและการบริการที่มุ่งมั่นที่จะให้บริการลูกค้าด้วย ผลิตภัณฑ์คุณภาพสูงในราคาที่แข่งขันได้ .
คำถามที่พบบ่อยเกี่ยวกับเครื่องอัดรีดสกรูคู่ทรงกรวย
ไตรมาสที่ 1 ข้อได้เปรียบหลักของสกรูคู่ทรงกรวยเหนือสกรูตัวเดียวสำหรับการแปรรูป PVC คืออะไร
สกรูคู่ทรงกรวยให้การลำเลียงเชิงบวกและมีรูปทรงที่เชื่อมต่อกันแบบเช็ดตัวเองซึ่งสกรูตัวเดียวไม่สามารถทำซ้ำได้ สำหรับการผสม PVC แบบแห้งที่มีความแข็ง พื้นที่ป้อนที่มีเส้นผ่านศูนย์กลางขนาดใหญ่จะดูดผงเข้าอย่างมีประสิทธิภาพ ในขณะที่ความเร็วของสกรูต่ำและแรงเฉือนแบบกระจายจะป้องกันการเสื่อมสภาพจากความร้อน สกรูเดี่ยวต้องใช้ความเร็วที่สูงกว่าเพื่อให้ได้แรงดันเอาต์พุตเท่าเดิม ทำให้เกิดความร้อนมากขึ้น และทำให้การประมวลผล PVC สม่ำเสมอยากขึ้นอย่างมาก
ไตรมาสที่ 2 ฉันจะเลือกขนาดสกรูคู่ทรงกรวยที่ถูกต้องสำหรับสายการผลิตของฉันได้อย่างไร
การเลือกขนาดสกรูขึ้นอยู่กับอัตราเอาต์พุตที่ต้องการ โพลีเมอร์ที่กำลังประมวลผล และรูปทรงของแม่พิมพ์ ตามแนวทางทั่วไป การกำหนดค่า 45/90 และ 50/105 เหมาะกับเอาต์พุตที่ต่ำกว่า 250 กก./ชม. และการใช้งานที่มีโปรไฟล์แคบ ในขณะที่ขนาด 80/158 และ 92/188 ใช้สำหรับท่อเจาะขนาดใหญ่และท่อเอาต์พุตปริมาณสูงที่สูงกว่า 500 กก./ชม. วิศวกรไมโครเวฟของ Zhoushan สามารถให้คำแนะนำในการเลือกอัตราส่วนการอัดตามสูตรเฉพาะและข้อกำหนดของผลิตภัณฑ์ของคุณ
ไตรมาสที่ 3 วัสดุใดบ้างที่สามารถแปรรูปบนเครื่องอัดรีดสกรูคู่ทรงกรวยได้
ระบบกระบอกสกรูคู่ทรงกรวยรองรับเทอร์โมพลาสติกได้หลากหลาย รวมถึง PVC แบบแข็ง, PVC แบบยืดหยุ่น, PP, PE, ABS และวัสดุผสมไม้-พลาสติก เหมาะอย่างยิ่งกับโพลีเมอร์ที่ไวต่อความร้อนซึ่งความเร็วของสกรูต่ำและแรงเฉือนที่ควบคุมเป็นสิ่งสำคัญ สำหรับสารประกอบที่มีการเติมหรือมีปฏิกิริยาสูงซึ่งต้องใช้เวลาการคงตัวนานและส่วนการผสมแบบโมดูลาร์ โครงสร้างแบบสกรูคู่ขนานอาจมีความเหมาะสมมากกว่า
ไตรมาสที่ 4 โดยทั่วไปสกรูคู่ทรงกรวยไนไตรด์มีอายุการใช้งานนานเท่าใด
โดยทั่วไปแล้ว PVC แข็งที่แปรรูปด้วยสกรูไนไตรด์แบบมาตรฐานจะทำงานภายใต้ความคลาดเคลื่อนของระยะการบินที่ยอมรับได้เป็นเวลา 8,000 ถึง 12,000 ชั่วโมง สกรูที่ใช้สารประกอบที่มีฤทธิ์กัดกร่อน เช่น คอมโพสิตไม้พลาสติกหรือสูตรที่เติมแคลเซียมคาร์บอเนต อาจต้องมีการปรับสภาพที่ 4,000 ถึง 6,000 ชั่วโมง การเลือกใช้ข้อกำหนดจำเพาะหน้าแข็งแบบไนไตรด์บวกชุบโครเมียมหรือโลหะผสมคู่จะช่วยยืดอายุการใช้งานได้อย่างมาก โดยเฉพาะอย่างยิ่งในการใช้งานที่มีฤทธิ์กัดกร่อน และลดความถี่ของการปิดซ่อมบำรุงตามแผน
คำถามที่ 5 สามารถใช้สกรูคู่ทรงกรวยในโครงสร้างแบบหมุนร่วมได้หรือไม่
สกรูคู่ทรงกรวยได้รับการกำหนดค่าโดยทั่วไปในโหมดหมุนสวนทาง ซึ่งเหมาะที่สุดสำหรับท่อ PVC โปรไฟล์ และการอัดขึ้นรูป WPC รูปทรงแบบหมุนสวนทางจะสร้างแรงดันจ่ายสูงอย่างมีประสิทธิภาพ และให้การลำเลียงเชิงบวกที่แข็งแกร่งจากโซนป้อน การออกแบบพิเศษบางอย่างอนุญาตให้มีการหมุนร่วม แต่การใช้งานเชิงพาณิชย์ที่โดดเด่นของสกรูคู่ทรงกรวยยังคงเป็นการอัดขึ้นรูปแบบหมุนสวนทาง โดยที่ข้อได้เปรียบด้านประสิทธิภาพเหนือการออกแบบทางเลือกอื่นเด่นชัดที่สุด
คำถามที่ 6 อัตราส่วนการอัดของสกรูคู่ทรงกรวยมีความหมายอย่างไรในทางปฏิบัติ
อัตราการบีบอัดจะอธิบายอัตราส่วนของปริมาตรช่องป้อนต่อความยาวหน่วยต่อปริมาตรช่องสูบจ่ายต่อความยาวหน่วย อัตราส่วนการอัดที่สูงขึ้นจะเพิ่มงานอัดที่ทำกับวัสดุขณะเคลื่อนที่จากฟีดหนึ่งไปยังอีกทางออกหนึ่ง ซึ่งเป็นประโยชน์สำหรับการบดอัดส่วนผสมแป้งฝุ่น แต่อาจสร้างความร้อนส่วนเกินในวัสดุที่มีความหนาแน่นอยู่แล้ว ไมโครเวฟ Zhoushan ปรับแต่งอัตราส่วนการบีบอัดให้ตรงกับความหนาแน่นรวมและพฤติกรรมการประมวลผลของสูตรเฉพาะของลูกค้าแต่ละราย ทำให้มั่นใจได้ว่าการทำงานจะมีประสิทธิภาพโดยไม่ต้องมีภาระความร้อนที่ไม่จำเป็น
แสดงแบริ่งที่เลือก










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 